

#01 CNC stroje | Úvod
Skratka CNC pochádza z anglického spojenia Computer Numerical Control.CNC stroje predstavujú počítačom riadený obrábací stroj a to znamená, že ide o obrácie stroje ktorých pohyby a pohony riadi počítačový program. CNC stroje nahradili staršie metódy riadenia obrácích strojov ako sú dierne pásky alebo elektrónkové riadenie. V súčastnosti predstavujú najefektívnejší spôsob obrábania pre sériovú ale aj pre kusovú výrobu. Vyznačujú sa vysokou presnosťou, kvalitou obrobených povrchov, tuhosťou technologickej sústavy a rýchlosťou obrábania.
Konštrukcia
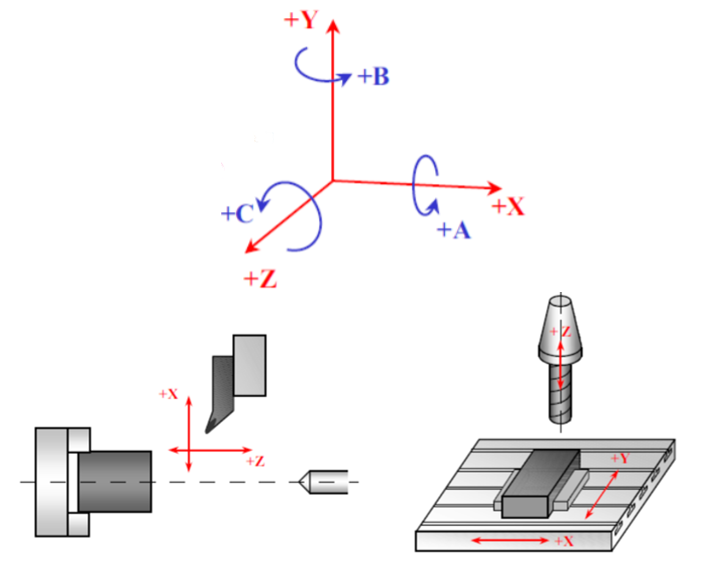
Každý obrábací stroj je charakterizovaný kombináciou lineárnych a rotačných pohybov. Pri počítačovo riadených obrábacích strojoch sa využíva kartézsky súradnicový systém s využitím posuvného pohybu vo všetkých 3 osiach a možnosťou natáčania okolo jednotlivých osí. Najvyspelejšie obrábacie stroje umožňujú obrábanie s využitím všetkých osí. Ide o pohyb v troch osiach a natáčanie okolo jednotlivých osí. Pre obrábacie centrá sa používajú vysokopresné a pevné lineárne vedenia.
Pohon posuvov
Pohon posuvov je riadený príkazmi od regulátora polohy na pohyb nástroja alebo obrobku. Pozostáva z motora (servomotor), ktorý prenáša buď priamo alebo cez ozubený remeň krútiaci moment na skrutkový prevod tvorený guličkovou skrutkou a maticou. Tento skrutkový prevod mení otáčavý pohyb na priamočiary. Sú používané pohony buď elektrické alebo hydraulické. V súčastnosti sa používajú najviac elektrické striedavé (AC) pohony, menej častý je prípad využitia DC motorov.

Odmeriavacie zariadenia
Odmeriavacie zariadenia na číslicovo riadených strojoch slúži na odmeriavanie dráhy vykonanej riadiacim členom a ovplyvňuje presnosť obrábacieho stroja. V zásade možno rozdeliť odmeriavanie podľa umiestnenia snímača polohy na obrábacom stroji na nepriame a priame. Pri priamom odmeriavaní je zariadenie umiestnené priamo na pohybujúcich sa uzloch stroja napríklad na suporte stola. Z tohto dôvodu sa priame odmeriavanie polohy vyznačuje väčšou presnosťou stroja. Používa sa pri veľmi presných obrábacích strojoch. Nevýhodou je vyššia cena. Pri nepriamom odmeriavaní je snímač polohy umiestnený na posuvovej guličkovej skrutke a to buď priamo alebo pomocou prevodu. Dráha pohybovej časti stroja sa odmeriava nepriamo a závisí na pootočeni guľičkovej skrutky alebo jeho prevodu. Nevýhodou tohto typu odmeriavania je nižšia presnoť ako pri priamom odmeriavaní. Výhodou je jeho cena.
Spôsoby zápisu programu
Na programovanie sa využívajú viaceré metódy. Na jednoduché súčiastky, ktoré nie sú tvarovo až tak zložité je možné využiť ručný zápis programu kedy sa NC číslicový program zapisuje ručne. V tomto prípade je nutná znalosť NC programu a vedieť prepočítať súradnice každého bodu v súradnicovej sústave. Pri tomto spôsobe programovania sa vyskytuje určitá volnosť pre programátora avšak zodpovednosť za výsledný program nesie programátor. Toto programovanie patrí k nižším generáciam strojov s číslicovým riadením a dnes už nepatrí k bežne používaným metódam.
Ďalším spôsobom je možnosť použiť dielenský zápis programu. Tento typ umožňuje jednoducho programovať komplexné súčiastky. S týmto druhom programovania sa stretávame hlavne pri sústruhoch, frézach a lisovacích strojoch. Najviac vyhovuje pre prevádzky vyrábajúce široký sortiment tvarovo jednoduchých súčiastok v kusovej alebo malosériovej výrobe. Dielenské programovanie sa vo väčšine prípadov používa k jednoduchému zadávaniu súčiastok priamo na ovládacom paneli stroja. Ide o grafickú podporu obsluhy obrábacieho stroja, kedy sa nepíše NC, ale pracovné technologické postupy jednotlivých operácií. Postupným vyplňovaním tabuľky je vytvorený pevný cyklus. Väčšina výrobcov ho dodáva tiež ako modul, ktorý sa dá spustiť a beží i na klasickom počítači. Základnými znakmi dielenského programovania sú:
- výkonnosť a intuitívnosť . grafický vstup - zjednodušenie - dáta popísané pomocou textu ale aj graficky,
- simulácia - kontrola kolízií,
- možnosť využiť kontúru,
- kopírovanie častí programu - kopírované bloky je možné uložiť do pamäti a neskôr použiť,
- využitie cyklov.
Tretím spôsobom programovania je automatický zápis programu. Pre tento spôsob programovania bolo zavedených viac jazykov a systémov. Technológ - programátor vychádza z výkresu súčiastky, rozhodne o technológií obrábania a zostaví zdrojový program v jazyku automatického programovania NC strojov. Vypracovaný zdrojový program je ďalej spracovaný postprocesrom tak, aby z inštrukcií v ňom obsiahnutých mohol systém určiť všetky potrebné informácie pre konkrétny NC stroj. Na automatické programovanie sa využívajú CAD/CAM systémy. Ide o počítačom podporovaný návrh súčiastky a zároveň jej výrobu. Výhody tohto typu sú jeho rýchlosť, prehľadnosť a efektívnosť.
Rozdelenie
Základné rozdelenie CNC strojov je podľa druhu vykonávanej práce. Sú známe tieto druhy CNC strojov:
- CNC sústruhy,
- CNC frézky,
- CNC brúsky,
- CNC obrábacie stroje na výrobu ozubenia,
- CNC obrábacie centrá,
- CNC stroje pre nekonvenčné metódy obrábania - napríklad stroje pre elektroiskové obrábanie, rezanie laserom a podobne.
Ďalším delením je podľa špecializácie:
- jednoprofesné - určené na vykonávanie len určitého druhu práce,
- viacprofesné - pre viac druhov operácií na obrobku pri jednom upnutí, nazývajú sa obrábacie centrá ( kombinácia napríklad sústruženia a frézovania)
Podľa tvaru obrábaných komponentov:
- obrábacie centrá na výrobu rotačných obrokov,
- obrábacie centrá pre výrobu skriňových obrobkov,
- obrábacie centrá umožňujúce výrobu rotačných i nerotačných súčastí s určitým obmedzením operácií,



Dôvody využitia CNC strojov
- Zvyšovanie presnosti - pri využití CNC strojov sa zvyšuje geometrická presnosť práce strojov ale aj geometrické a rozmerové presnosti obrobkov a obrábaných plôch,
- Zvyšovanie kvality - po obrobení je zvýšená kvalita vyrobených povrchov, cielené ovplyvňovanie vlnitosti, drsnosti,
- Zvyšovanie výrobného výkonu - zvyšovanie krátkodobého ale aj dlhodobého výrobného výkonu stroja,
- Zvyšovanie spoľahlivosti - zvyšuje sa nielen spoľahlivosť stroja oproti klasickým konvenčným metódam ale taktiež sa zaisťuje spoľahlivosť výrobného procesu čo znamená dlhodobé dodržanie kvality obrobkov,
- Zvyšovanie hospodárnosti - minimalizácia jednotkových nákladov na strojoch, minimalizácia vedľajších časov.
- http://www.youtube.com
- http://cloud2n.edupage.org/cloud/Konstrukcia-CNC
- https://www.kovosvit.com/mcv-800-clever-p46.html
- https://www.kirkstallprecision.co.uk/cnc-turning/
- https://industrytoday.com/cnc-milling-machines/
- https://senseschina.com/how-to-source-mold-manufacturers-in-china.html
Autor: Ján Adamec | DailyAutomation | adamec@dailyautomation.com