

#02 Ťahanie
Ťahanie hutných polotovarov je typ objemového tvárnenia, ktoré obvykle prebieha za studena. Polotovary vyrobené touto metódou sa teda vyznačujú dobrou kvalitou povrchu, vysokou rozmerovou presnosťou a dobrými mechanickými vlastnosťami.
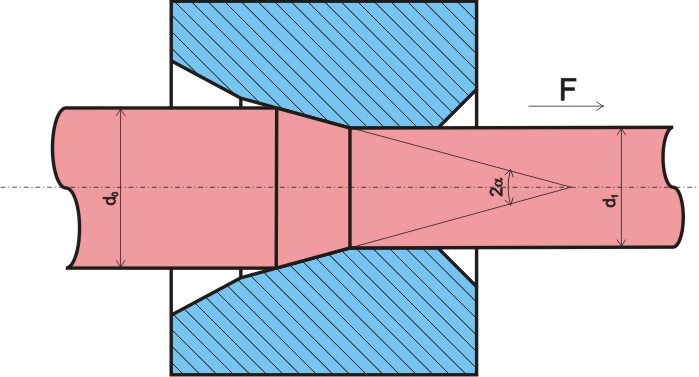
Ťahanie je tvárnenie kovu prechodom cez otvor nazývaný prievlak, kedy sa zmenšuje prierez materiálu a zväčšuje jeho dĺžka. Prievlak je teda značne namáhaný na oter, je teda obvykle vyrábaný z kalenej ocele, spekaných karbidov alebo diamantu a je nutné do procesu pridávať mazivo.
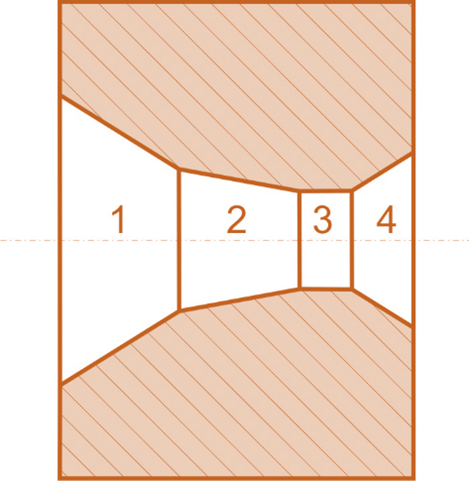
 Prievlak sa skladá zo štyroch častí, a to vstupný kužeľ (1), s vrcholovým uhlom 45÷60°, ťažný kužeľ, s vrcholovým uhlom 12÷18° (2), kalibračná časť (3), ktorá má tvar valca s presnými rozmermi a výstupný kužeľ (4), s vrcholovým uhlom 60÷100°, ktorý zabraňuje opotrebeniu kalibračnej časti.
Prievlak sa skladá zo štyroch častí, a to vstupný kužeľ (1), s vrcholovým uhlom 45÷60°, ťažný kužeľ, s vrcholovým uhlom 12÷18° (2), kalibračná časť (3), ktorá má tvar valca s presnými rozmermi a výstupný kužeľ (4), s vrcholovým uhlom 60÷100°, ktorý zabraňuje opotrebeniu kalibračnej časti.
 Pred samotným ťahaním sa povrch polotovaru odmasťuje, odstraňujú sa okuje, povrch sa fosfátuje (nasycovanie povrchu najčastejšie zinočnatým fosfátom za účelom lepšieho priľnutia maziva na polotovar) a nanáša sa mazivo.
Pri preťahovaní sa pomerne rýchlo vyčerpá plastickosť materiálu, je teda nutné použiť rekryštalizačné žíhanie. Ako východiskové materiály pre tieto procesy sa používajú najčastejšie polotovary vyrobené za zvýšenej teploty valcovaním, keďže tie obvykle nedosahujú potrebné vlastnosti (kvalita povrchu, presné rozmery, mechanické vlastnosti).
Materiál je v mieste tvárnenia namáhaný ťahom a tlakom. Pretvárnenie materiálu nie je v celom priereze homogénne väčšie predĺženie je v osi materiálu. Príliš vysoké pretvárnenie môže spôsobiť poškodenie materiálu. Na veľkosť ťažnej sily majú vplyv parametre materiálu:
Pred samotným ťahaním sa povrch polotovaru odmasťuje, odstraňujú sa okuje, povrch sa fosfátuje (nasycovanie povrchu najčastejšie zinočnatým fosfátom za účelom lepšieho priľnutia maziva na polotovar) a nanáša sa mazivo.
Pri preťahovaní sa pomerne rýchlo vyčerpá plastickosť materiálu, je teda nutné použiť rekryštalizačné žíhanie. Ako východiskové materiály pre tieto procesy sa používajú najčastejšie polotovary vyrobené za zvýšenej teploty valcovaním, keďže tie obvykle nedosahujú potrebné vlastnosti (kvalita povrchu, presné rozmery, mechanické vlastnosti).
Materiál je v mieste tvárnenia namáhaný ťahom a tlakom. Pretvárnenie materiálu nie je v celom priereze homogénne väčšie predĺženie je v osi materiálu. Príliš vysoké pretvárnenie môže spôsobiť poškodenie materiálu. Na veľkosť ťažnej sily majú vplyv parametre materiálu:
- mechanické vlastnosti materiálu (chemické zloženie, štruktúra, tvrdosť, kujnosť),
- úber – zmena priemeru (ťažná sila rastie s úberom)
- tvar výrobku (čím väčší priemer, tým väčšia sila),
- tvar prievlaku (malý uhol zväčšuje treciu silu),
- tvrdosť (čím je tvrdší prievlak, tým je menší trecí koeficient),
- mastivo (zmenšuje koeficient trenia a tým vyžadovanú treciu silu)
- rýchlosť ťahania (malá rýchlosť ťahania vyžaduje zvýšenie ťažnej sily).
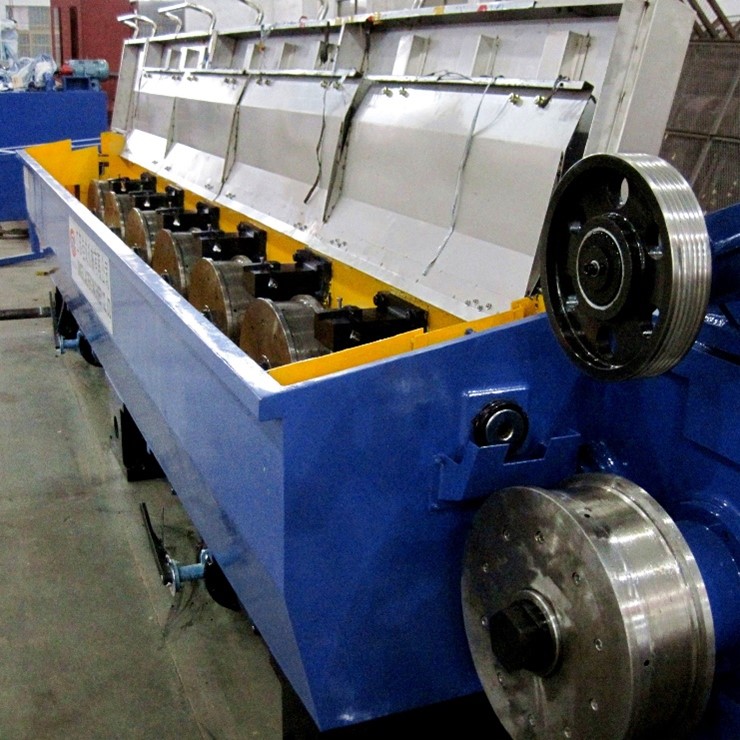
Na ťahanie sa požívajú ťahacie stolice. Stolice poznáme:
- S priamočiarym pohybom (reťazové, hrebeňové a iné), kde je materiál upnutý do klieští vo vozíku a ťahaný v stroji na jeden pohyb. Obvykle je možné vytiahnuť naraz okolo 60 – 100 m. Prievlak je intenzívne tlakovo mastený. Takto sa ťahajú obvykle rúry a profily, ktoré sa nedajú navíjať.

- S navíjaním – používajú sa hlavne pre ťahanie drôtu. Drôt sa prevíja z bubna na bubon. Ťahanie je obvykle niekoľkostupňové (cez viacero prievlakov).
Praktický príklad ťahania si môžete pozrieť na videu:
Zdroje:- https://core.ac.uk/download/pdf/44402321.pdf
- https://sk.wikipedia.org/wiki/%C5%A4ahanie_(tv%C3%A1rnenie)
- https://www.alibaba.com/product-detail/F-LHD450-11-Aluminum-Alloy-rod_60766606854.html
- https://upload.wikimedia.org/wikipedia/commons/6/6d/Tahanie_drotu.jpg
{kind=link}
Autor: Peter Čurma | Daily Automation