

DESIGN OF ASSEMBLY LINE WITH THE SUPPORT OF TECNOMATIX SOFTWARE
Jozef Hnát*, Beáta Furmannová**
Abstract. This article deals with possibility of using Tecnomatix Process Designer software for solution of assembly line balancing problem. Tecnomatix is a portfolio of digital manufacturing software solutions for manufacturing process planning, layout, optimization, simulation and execution. This comprehensive software solution also contains application for line balancing. Article is focusing on workflow with this application.
Keywords: Digital factory, line balancing, Tecnomatix.
- INTRODUCTION
Line balancing represents one of the main problems in the process of production line design. Nowadays, in the time of mass production realized mostly by production lines, it is necessary to deal with line balancing problem. Automotive industry as typical representative of mass production is usually represented by hundreds, even thousands of assembly operations [4]. To solve line balancing problem of these dimensions it is necessity to rely on powerful software. There are many software tools usable in the balancing process and one of them is Tecnomatix Process Designer. This comprehensive software solution for digital factory contains application Line Balancing.
1.1. Line balancing problem
In flow line production there are many separate and distinct processing and assembly tasks to be performed on the product. Invariably the sequence of processing or assembly steps is restricted to some extent in terms of order in which the operations can be carried out.
The line balancing problem is to arrange the individual processing and assembly task at the work station so that the total time required at each workstation is approximately the same. If the work elements can be grooved so that all the station times are exactly equal we have a perfect balance of the line and the product of flow will be smooth [1].
If the sequence of operations and operation times are given, only number of workstations and tact time can be influenced. Goal of the solving line balancing problem can be:
- minimize number of workstations n if tact time is given (cycle time is constant),
- minimize length of tact time for given number of workstations, or generally,
- minimize number of idle time units of whole line (maximize efficiency and minimize unbalance), when it is possible to select number of workstations and tact time [2].
1.2. Tecnomatix – tool of digital factory
Tecnomatix product portfolio, can be used to represent a “digital factory” on the computer. This is not just about controlling individual machine tools. The interaction of all manufacturing resources in production is what is important – for instance, whether robots work together smoothly and can easily access all tools. Long before the manufacturing begins, Tecnomatix users are able to simulate the material flow and figure out the optimal assembly line speed.
Tecnomatix Process Designer and Process Simulate is a digital manufacturing solution for manufacturing process planning and validation in a 3D environment. Process Designer is a major enabler of speed-to-market by allowing manufacturing organizations to bridge product and process design with integrated authoring capabilities that leverage digital product development. Process Simulate allows organizations to virtually validate manufacturing concepts upfront – throughout the lifecycle of new product introductions. The ability to leverage 3D data of products and resources facilitates virtual validation, optimization and commissioning of complex manufacturing processes, resulting in faster launch and higher production quality.
Its main features are: process modeling and verification (pert and Gantt charts, schematic and table views, time estimation, cost estimation and tracking, line design, alternative planning, process variants management, documentation authoring, application customizations), integrations with time standards systems, aic generation of assembly structure or assembly process, line balancing, tasks management and collaboration, 2D\3D system integrations, natively supported JT visualization standard, quotation, manufacturing features management, 3D simulation, static and dynamic collision detection, 2D and 3D sections, 3D measurements, sequencing of operations, assembly and robotic path planning.
2. TECNOMATIX – LINE BALANCING APPLICATION
The purpose of Line Balancing application (LB) is to assign operations to resources to achieve proper balance across the line. This proper balance eliminates bottlenecks in the line and minimizes idle time at the stations. LB takes into account constraints such as operation precedence and cycle times, as well as additional balancing aspects such as the required logistic space for placing containers at the stations [3].
LB must operate in compliance with the following set of rules:
- Availability of resources – certain operations that cannot be performed by all resources, due to criteria, work content or numeric content mismatch due to criteria, or work content or numeric content mismatch.
- Precedence of operations – sequences of operations that must be obeyed (for example, before closing a lid, the lid has to be installed).
- Inter-operation constraints:
o certain operations that must be performed as a group at the same station, o a pair of dual operations that must be performed in parallel at the same station, o one or more operations that are separated from another set of operations and thus cannot be performed at the same station (with the separated set), o an operation that must be exclusive to a particular station. 1.1. Line balancing workflow in Tecnomatix In this chapter we describe workflow of line balancing in Tecnomatix. For this purpose we have defined simple example. Our goal is to assign operations to work stations on production line. As the main inputs of our example are list of operations (27 operations), times and precedence constraints of these operations and required tact time (t=30sec). We can simplify workflow into 5 basic steps:
- Definition of operations and resources.
- Creating the line balancing scope and defining line balancing settings.
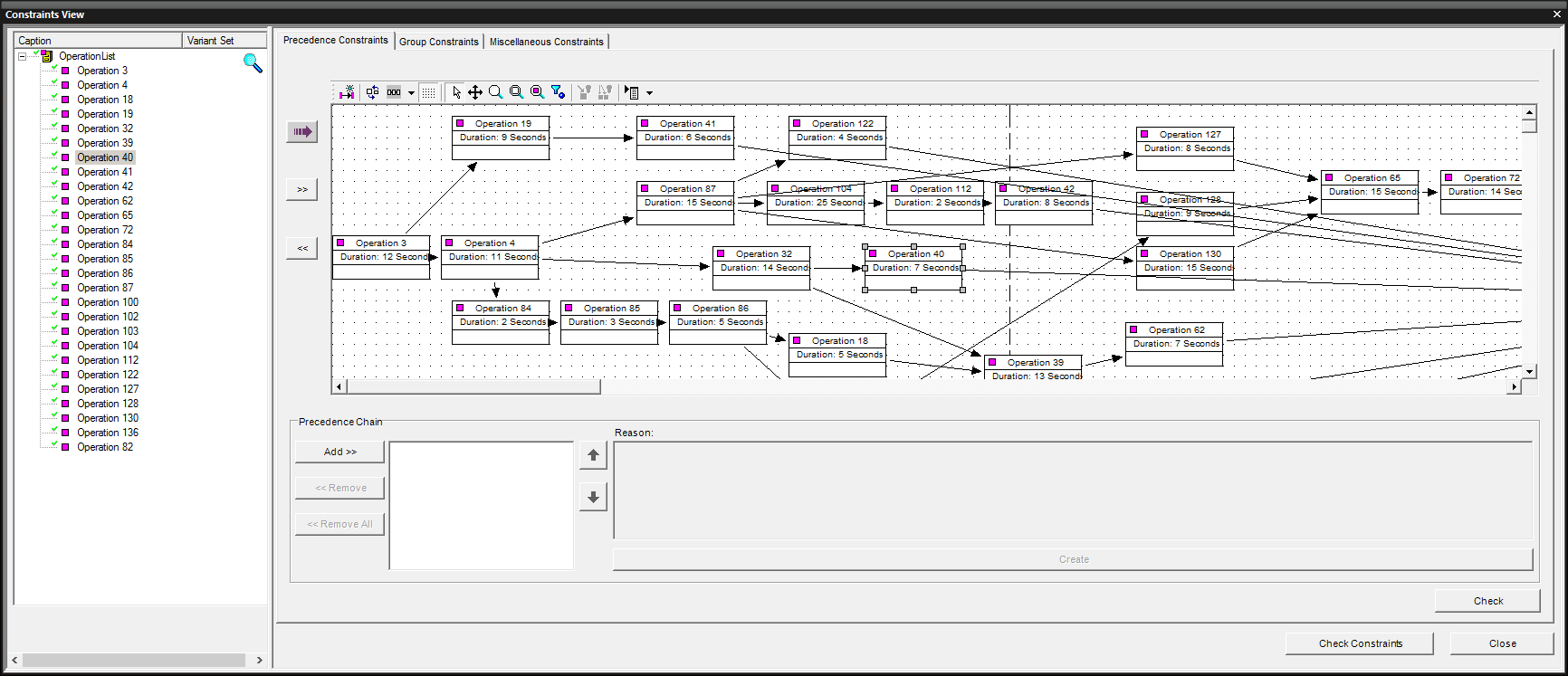
- Definition of constraints – including precedence constraints of processes (precedence graph).
- Additional setup and running of optimization process.
- Evaluation of the results.
- Definition of operations and resources.
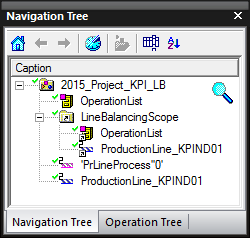
Three main objects have to be created in the Navigation Tree of the project:
- Node “OperationList” – this list contains all operations (name and time).
- Creating a Process/Resource Tree that represents the lines to be balanced – nodes “PrLineProcess” and “ProductionLine_KPIND01”. Here we use twin objects (it means that node for process is created aically with creation of resource node).
- Creating the line balancing scope and defining line balancing settings.
In this step a new object in the Project Tree is created, known as the LineBalancingScope, under which the operations list and the relevant part of the line are placed (drag and drop nodes “OperationList” and “ProductionLine_KPIND01”). In this step we can also define various line balancing criteria, such as orientation position; the available criterion values, such as up or down; and the compound groups types that should be predefined as group constraints.
4. Additional setup and running of optimization process.
In this step we use the Line Balancing viewer to assign operations to stations. This is an interactive process that immediately alerts us of constraint violations and that enables us to see the results of our allocations in terms of work content and remaining time available at each station. This information can be viewed graphically as well.
Another option is to use the Automatic Line Balancing (ALB) to provide an optimized solution. Afterward we are able to adjust this solution manually in the manual line balancing window.
The ALB application supports two main modes of work:
- Minimizing the number of stations. Stations are not defined yet, and the user would like the ALB application to propose a line. This mode of work is usually suitable for early phases of the process planning.
- Optimizing the station utilization. The user will activate the module, where the number and type of stations are already determined. This mode of work is suitable for advanced phases of the process planning, where the basic structure of the line has already been determined.
Now we can run aic line balancing process. Proposed solution is shown on figure below. From the graph we can see, that we will need 10 work stations.

5. Evaluation of the results.
The results of the line balancing can be shown in various reports and graphs. Subsequently these results can be stored to the original data structure. In this step the balanced operations will be synchronized from the line balancing scope to the original operation structure.
CONCLUSION:
Several approaches and software tools solving line balancing problem exist. It is described here how Tecnomatix Process Designer (Line Balancing application) solves this problem and simple example shows the logic used by software. This workflow can be very similar with workflow in other software, but what makes these systems different is algorithm they use.
Acknowledgement
This paper was made about research work support: KEGA 065ŽU-4-2014.
References
[1] Ganesha Prasad, M.S., Raju, B.S. Computer Integrated Manufacturing. 1st ed. LAXMI PUBLICATIONS, 2007.
[2] KOŠTURIAK, J., GREGOR, M., MIČIETA, B., MATUSZEK, J. Projektovanie výrobných systémov pre 21. storočie, EDIS – vydavateľstvo ŽU, 2000.
[3] Tecnomatix – Help Manual, Siemens Product Lifecycle Management Software 2 (IL) Ltd.
[4] GREGOR, M. 2015. Digitalizácia a aizácia v priemysle – východiská. In ProIN. ISSN 1339 – 2271, 2015, roč. 16, č. 4, s. 15-20.
AUTHORS:
* Ing. Jozef Hnát, PhD., KPI, SjF, ŽU; e-mail: jozef.hnat@fstroj.uniza.sk ** Ing. Beáta Furmannová, PhD., KPI, SjF, ŽU; e-mail: beata.furmannova@fstroj.uniza.sk