
#05 Spájkovanie
Spájkovanie je spôsob spájania kovových prípadne nekovových dielcov roztavenou pájkou - spájkovacou zliatinou za použitia tavív. Veľkou prednosťou tohto procesu je, že plocha plátovaného základného materiálu (s ochranným povlakom), nie je natavená, ale len ohriata na teplotu roztavenia pájky. Pri tomto fyzikálne chemickom procese nastáva difúzia, čo je premiestňovanie atómov (iónov) spájky i podkladového základného materiálu. Atómy spájky a podkladového kovu sa tak dostávajú na malé vzájomné vzdialenosti, prenikajú do narušenej atómovej mriežky spájkovaného kovu, čím dochádza k vzniku spoja.
Proces spájkovania je špecifický a odvíja sa od teploty použitej spájky. Podľa tohto kritéria rozlišujeme tvrdé a mäkké spájkovanie. Pájky pre tvrdé spájkovanie majú teplotu tavenia vyššiu ako cca 400 °C. Mäkké spájkovanie operuje pri teplotách pod cca 400 °C, čo ho v oblasti elektroniky predurčuje k väčšinovému používaniu pre vytváranie vodivých spojov.
Spájkovacie zliatiny sú základnou súčasťou celého procesu. Tento fakt kladie na výber zliatiny maximálnu pozornosť. Ďalšie veľmi dôležité kritéria sú spájkovateľnosť, mechanické a elektrické vlastnosti a cena a dostupnosť. V najširšom zmysle slova, aplikácia pájky musí zaistiť technologickú zlučiteľnosť s príslušným typom technologického procesu, parametre spájkovaných spojov musia spĺňať požiadavky na akosť finálneho produktu a pájka musí cenovo odpovedať požiadavkám konkrétneho typu výrobku. Súčasná prax využíva zliatiny tvorené cínom, olovom, striebrom, bizmutom, indiom, antimónom a kadmiom. Ide prevažne o binárne zliatiny, ale dobré spájkovacie vlastnosti majú viaczložkové zliatiny.
Spájkovať možno ručne alebo za pomoci stroja.
Spájkovanie je možné rozdeliť podľa teploty, pri ktorej prebieha, na:
Mäkké spájkovanie sa používa predovšetkým v elektrotechnike a jemnej mechanike. Jeho technológia prebieha obvykle pri teplotách do 400°C. Podľa toho akým spôsobom pripevňujeme k sebe spájkované materiály delíme mäkké spájkovanie na:
- Ručné spájkovanie
- Spájkovanie vlnou
- Spájkovanie pretavením
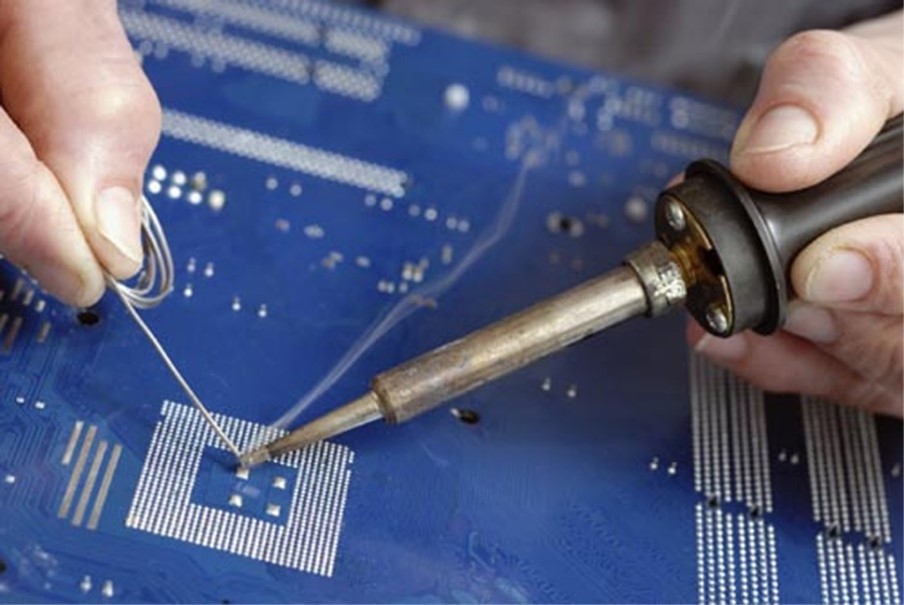
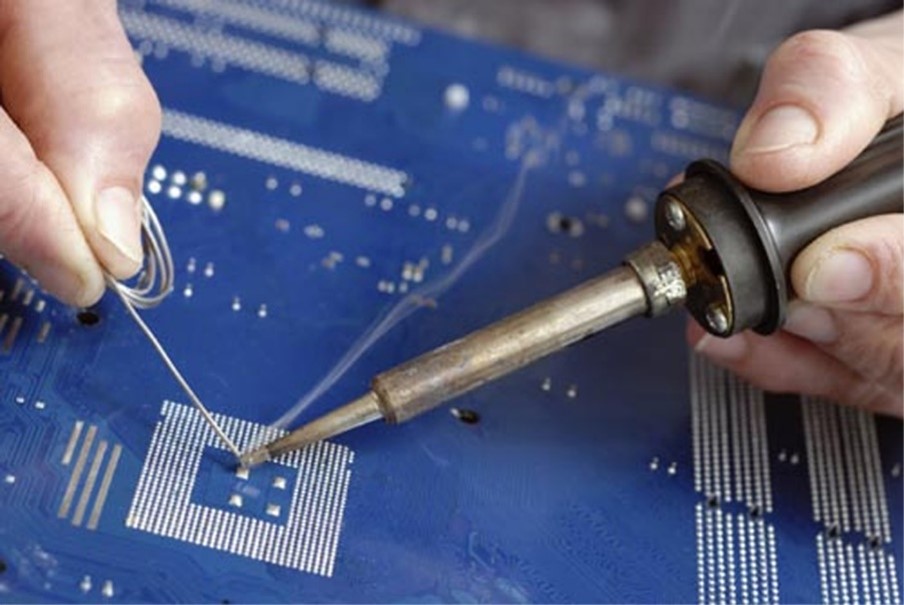
- 1.) Ručné spájkovanie
Touto metódou sa dnes spájkujú len niektoré špeciálne súčiastky, najčastejšie väčších rozmerov, ktoré sú osadzované do dosky dodatočne po spájkovaní hromadnom. Spájkovanie spájkovačkou je používané predovšetkým pri opravách osadených dosiek.
- 2.) Spájkovanie vlnou
Spájkovanie vlnou sa vykonáva na doskách plošných spojov osadených súčiastkami pre povrchovú montáž i súčiastkami s vývodmi vkladanými do dier. Dnes predstavuje významný segment montážnej technológie v elektronike. Pri spájkovaní vlnou je v zásobníku s roztavenou spájkou vytvorená na hladine jedna alebo viac vĺn, ktoré zmáčajú povrch dosky plošného spoja, ktorá sa pohybuje nad hladinou. Zmáčaný je ten povrch, na ktorom majú byť vytvorené spájkované spoje, tá časť zmáčaného povrchu, na ktorú nemá byť aplikovaná spájka, je chránená maskou.

- 3.) Spájkovanie pretavením
Spočíva v nanesení spájkovacej pasty na spájkovacie plôšky dosky plošného spoja, na ktorých majú byť vytvorené spájkované spoje, potom osadení súčiastok na dosku tak, aby ich vývody, ktoré majú byť pripájané boli osadené na pripojovacie plôšky s nanesenou spájkovacou pastou a následné pretavení pasty priechodom dosky pieckou s vhodným teplotným profilom.
Tvrdé spájkovanie je spájací proces a sám o sebe to nie je proces tepelného spracovania hoci pre úspešné dokončenie potrebuje kontrolovane použitie tepelnej energie. Tvrdé spájkovanie sa používa pre spájanie dvoch rovnakých i odlišných kovových materiálov a dosiahneme ho tým že do medzery medzi spájanými materiálmi vložíme ďalší materiál, nazývaný spájka, ktorého teplota tavenia sa nachádza nad úrovňou 400 °C. Teplota tavenia spájky však nesmie byt vyššia ako teplota tavenia spojovaného materiálu. Tvrdé spájkovanie je často nazývané aj ako strieborné spájkovanie. Je to tým, že sa pri ňom využívajú ako výplň medzi základným materiálom tvrdé spájky ako aj zliatiny na báze striebra.
Tvrdé spájkovanie prináša veľa dôležitých výhod v oblasti procesu spájania kovov. Nespôsobuje také tepelné zaťažovanie základného kovu ako napríklad zváranie a taktiež ho nedeformuje. Najhlavnejšou výhodou je však, že sa pomocou tvrdého spájkovania dajú spájať 2 odlišné základné materiály. Na proces tvrdého spájkovania potrebujeme 3 základné položky ktorými sú zdroj tepla, spájku a tavidlo.
Podľa spôsobu dodávania tepla môžeme spájkovanie rozdeliť na:
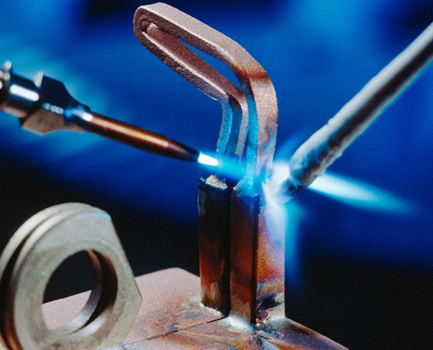
Spájkovanie plameňom, ktorého princíp si môžete pozrieť na videu:
Spájkovanie ponorením do taviva, ktorého postup si môžete pozrieť na videu:
Spájkovanie elektrickým odporovým ohrevom sa využíva najčastejšie.
Spájkovanie laserom, ktorého detailnú technológiu si môžete pozrieť na nasledujúcom videu:
- Spájkovanie v peci s ochrannou atmosférou či bez ochrannej atmosféry
Zdroje:Prečítaj si taktiež: Technológia tavenia a rozdelenie pecí
- https://www.vut.cz/www_base/zav_prace_soubor_verejne.php?file_id=8845
- https://www.vut.cz/www_base/zav_prace_soubor_verejne.php?file_id=57914
- https://www.vut.cz/www_base/zav_prace_soubor_verejne.php?file_id=104115
- http://www.electronicsandyou.com/blog/how-to-solder-hand-soldering-tutorial.html
- https://www.itweae.com/products/wave-soldering/electra
- https://superiorflux.com/media/state-of-flux/
Autor: Peter Čurma | Daily Automation